鋼を硬くする
熱処理
焼き入れ
冷却制御による硬度確保と加工最適化
鋼をオーステナイト化温度に加熱したのちに、一定時間置いた後に急速冷却することを焼入れと呼びます。
JISの加工記号ではHQと記載されます。
鋼の硬さは鋼に含まれる炭素量で決まります。焼入れ性がよい鋼種は空気や油など冷却媒体を選びませんが、反対に焼入れ性が悪い鋼種の場合は水などで急速に冷却しないと目的の硬さが得られません。また、処理物が大きくなればなるほど冷却速度が遅くなる傾向がありますので、長尺物を熱処理する場合は、質量効果を念頭に置いて工程設計する必要があります。
弊社では、多くの実績の積み重ねにより、お客様が必要とされる条件に適合するよう、工法選択だけでなく様々な工夫を取り入れて最適な焼入れ加工をご提供しています。
鋼を強靭にする
熱処理
焼き戻し
再加熱制御による粘りと強靭性の付与
焼入れによって鋼の組織はマルテンサイト化して硬くなりますが、焼入れしただけでは、割れなどが生じやすい状態となります。焼戻しはそこからさらに再加熱して硬さを調整しながら、粘りや強靭性を高める加工となります。JISの加工記号ではHTと記載されます。
低温焼戻しは、150~200℃で1時間くらいの保持時間で処理します。このプロセスで硬くてもろい焼入れマルテンサイトが粘りのある焼戻しマルテンサイトに変化します。低温焼戻しにより、耐摩耗性や割れなどが防止できるほか経年変化にも強くなります。
高温焼戻しは、シャフトや歯車類、工具類の強靭性を向上させるために利用されます。550~650℃の高温で一定時間保持した後、冷却を行います。
| 処理可能 連続炉 |
美原工場、岐阜工場 |
| 処理可能 連続炉ピット炉 |
美原工場 |
| 処理目的 | 機械的性質(引張強度、耐力、伸び、絞り、衝撃)の向上 |
| 対応ロット | 小ロット、大ロット |

メッシュベルト式
連続焼入焼戻炉
| 保有工場 | 美原工場、岐阜工場 |
| 処理能力 | 2,300t / 月 |
| 適応形状 | 小型~中型 (ナット・ボルト・素材・鍛造・成形品等) |
| 単 重 | ~10kg程度 (別途相談10kg~) |
| 特 徴 | 無酸化雰囲気タイプ オープンタイプ |
| 処理時間 | 最短3時間 (処理条件、形状及びロットによる) |

ピット炉
| 保有工場 | 美原工場 |
| 処理能力 | 275t / 月 |
| 適応形状 | 小型~大型 (H:1,800mm W:1,000mm) |
| 単 重 | ~100kg程度 |
| 特 徴 | 長尺製品(シャフト等)の曲がりを軽減する縦積処理が可能 |
| 対応ロット | 小ロット、大ロット |
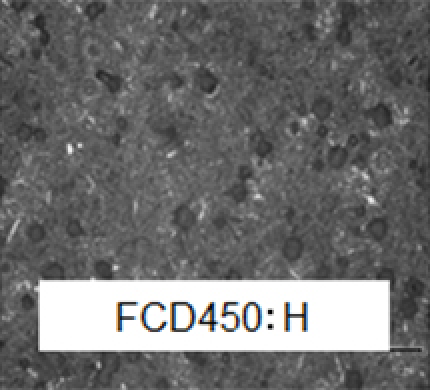
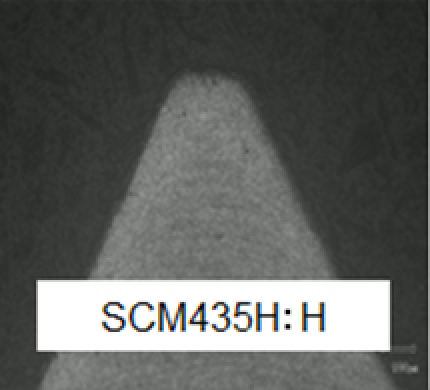
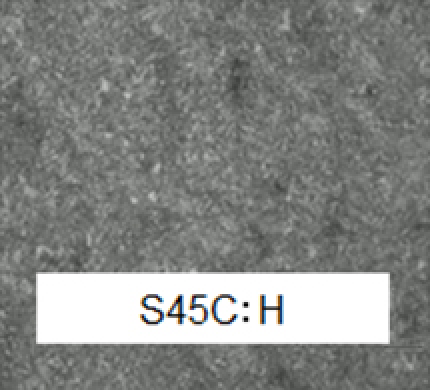
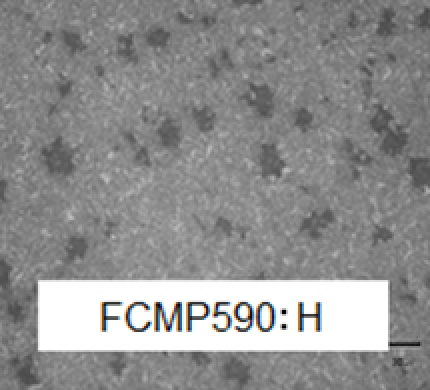
組織変化